








全絕緣銅管型母線,利用銅管作導體、外敷絕緣的一種母線產品。與之相應的還有全絕緣管型母線。在國外被稱之為"管形電纜"。絕緣銅管母線具有大電流,目前最高可以達到12000A、高機械強度、良好的絕緣、適用范圍廣等特性,所以被越來越多的客戶認可和接受。在國外,此類產品已經有幾十年的運行歷史和經驗,而國內由于進入此領域時間較短,以及技術研發能力,絕緣材料的局限等多方面原因,目前生產、應用主要集中在0.4kv-35kV電壓等級的產品。 35kv以上應用實例較少。
目前在國內該產品還屬于一個小行業,國家沒有具體詳細的產品標準,一般各個企業均執行自己的企業標準,國內生產管形絕緣母線的公司,均有自己的命名方式和規格型號,如"全絕緣管型母線、半絕緣管型母線、管形屏蔽絕緣母線、交聯聚乙烯管形母線、復合絕緣母線"…等等,其實質均為同一類產品。命名和型號的混亂,給用戶的選型工作造成了一定的困難。作為用戶,首先要了解自己的需求,然后根據具體安裝鋪設情況,來確定母線的電壓等級、額定電流大小、絕緣方式等。
全絕緣銅管型母線特點
隨著我國經濟的高速發展,整個社會對電力的需求日益增大。目前110kV和220KV變電所低壓側均采用10kV、35kV電壓等級,隨著主變容量的加大,變壓器低壓側進線側的額定電流也在不斷加大。 常規矩形母線在技術上和結構上越來越難滿足母線發熱和短路電動力的要求,由此引起附加損耗、集膚效應系數的增大,造成截流能力的下降、電流分布不均勻。尤其是單臺主變容量為180MVA及以上時,主變10kV出線側不僅有母線橋本身的電動力問題、發熱問題,還有母線橋支柱絕緣子、鋼構架以及母線橋附近混凝上柱、基礎內的鋼筋在電磁場中感應渦流引起的發熱問題。絕緣銅管母線作為矩形母線的替代品。其具有以下特點:
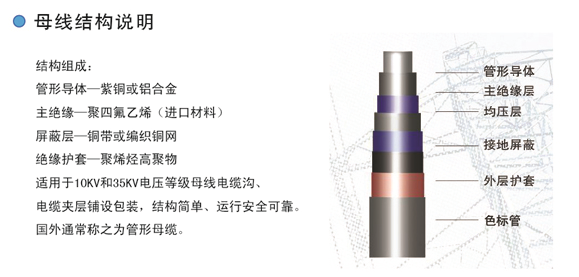
全絕緣銅管型母線結構
全絕緣屏蔽管母線采用空芯的銅管作為導體,銅管的外表有導熱絕緣層、均壓屏蔽層、絕緣防水層、接地屏蔽層、外絕緣保護管層,以及抗紫外線的絕緣三色護套外保護層構成,主絕緣采用聚四氟乙烯材料,均壓層(屏敝層)采用編織銅網,絕緣護套采用聚烯烴高聚物材料。全絕緣屏蔽管母線的結構有些像電纜外層結構,母線在密封絕緣的環境中安全可靠的運行。
全絕緣銅管型母線特點
(1)載流量大,集膚效應低、功率損失小,絕緣銅管母線為空心導體,表面積大,導體表面電流密度分布均勻,集膚效應系數低,相對于多片矩形導體,在相同的載流量下,高壓絕緣管型母線的交流電阻小,因而母線的功率損失小。
(2)散熱條件好、溫升低
全絕緣管型母線為空心導體,母線內徑風道能自然絕緣銅管母線在新建工程中的應用形成熱空氣對流,因而散熱條件較好。
(3)截面系數大,機械強度高
由于導體采用管形,其截面系數大,機械強度高,可采用大跨距布置,同時減少母線支撐件的數量。在50k A短路電流情況下,Φ100×5mm銅管母線懸空跨距達9米,利用母線托架支撐,母線跨距可達到13米。
(4)電氣絕緣性能強
高壓絕緣管型母線采用密封屏蔽絕緣方式,外殼接地電位為零。這種帶屏蔽的絕緣管型母線電場分布均勻,電氣絕緣性能強,耐惡劣氣候性能好。
(5)抗震能力強、安裝簡化
可以直接將高壓絕緣管型母線固定在鋼結構架上或混凝土支架上,可取消穿墻套和支柱絕緣子,具有較強的抗震能力。母線架構簡明、布置清晰、安裝方便、實現免維護運行。
(6)絕緣材料耐熱、耐老化、絕緣性能高
高壓絕緣管型母線主絕緣材料采用聚四氟乙烯,可在-250℃~+340℃中工作,有優良的電氣性能和化學穩定性,介質損耗小、阻燃、耐老化、使用壽命≥30年。
(7)不受環境干擾,可靠性高,維護工作量小
高壓絕緣管型母線是包覆封閉絕緣的,內部無凝露產生,且消除了外界潮氣、灰塵等因素的影響,具有高度的可靠性。高壓絕緣管型母線采用單機密封屏蔽絕緣,接地可靠,可徹底避免一切短路故障,具有較高的可靠性,而且檢修維護量小
母線架構簡明、布置清晰、安裝方便、維護工作量少。
產品一次安裝成功,終身免維護。
安裝要求
1、全絕緣銅管型母線到貨檢查
每根母線要求具有一定的平直度,無劃痕,色澤一致,無扭曲變形和機械損傷,單位長度(m)內的彎度要小于2mm。
2、全絕緣銅管型母線的焊接
1) 坡口加工:采用專用坡口機械加工坡口,坡口角度在65~75°之間,坡口平滑均勻、無毛刺和飛邊。焊接前將母線坡口兩側各50mm范圍內清刷干凈,無氧化膜、水分和油跡。
2) 全絕緣銅管型母線焊接設備和焊接材料的選擇:全絕緣銅管型母線焊接采用氬弧自動焊機,盤式焊絲根據管型母線材質成分和焊機設備選用符合現行國家標準的合格焊絲。
3) 焊接工藝與措施:焊工必須持證上崗,現場每種管型母線焊接試驗樣品均須經過試驗,試驗合格后進行管型母線正式焊接。計算各管型母線段焊口的數量和位置,保證焊接后每相管型母線的各管型母線段的焊縫位置保持一致,A、B、C三相管型母線的焊縫位置搭配合理。焊接工作開始前,需先將管型母線支撐架放置好,支架中心為同一水平直線(用水平儀找平)。中心偏移不大于0.5mm,以保證焊接時兩段管型母線位于同一軸線上,對口間隙應在2~3mm范圍內,以保證焊接接頭的焊接質量。管型母線焊縫均呈圓弧形,焊縫光滑,無毛刺或凹凸不平之處。
4) 其它焊接預防措施:為提高焊接質量,需選用99%以上純度的氬氣作為保護氣體。如焊接在戶外進行,需搭移動式焊接小棚防止天氣變化而影響焊接質量。
3、全絕緣銅管型母線吊裝
1) 全絕緣銅管型母線吊裝前應在每段管內穿入阻尼線并安裝好封端蓋或終端球,終端球應油好相色漆。注意終端球的滴水孔應向下。
2) 在全絕緣銅管型母線吊裝時,對有導電要求的接觸面應用砂紙或鋼絲刷去掉表面的氧化層,用布擦干凈油污,再涂上電力脂后方可進行安裝。吊裝時應按之前在管母線上編好的標號進行吊裝,避免管母線就位后位置不正確。
3) 為了使吊裝過程中管母線不發生彎曲變形,應采用多點吊裝,以提高吊裝的精確度,一般單跨可用兩點吊裝,兩跨及以上應采用三點吊裝。
4) 全絕緣銅管型母線吊裝前,應將該管母線的線夾預裝上,一次吊裝。管母線上的綁扎點應考慮防滑和易于解脫,綁繩夾角應不大于120度,另應在管母兩端加纜風繩,以免管母與其他設備碰撞。
4、全絕緣銅管型母線就位后的調整和檢查
全絕緣銅管型母線就位后,檢查所有金具齊全完好,安裝位置、方向正確,彈性銷全部穿上,每段管型母線在中間一點固定,應平直無扭曲變形,且表面光滑。每段管型母線保持水平,同相管型母線保持在同一直線上,各相管型母線處于同一水平面內,檢查相間距離及對地距離符合設計要求并滿足規程要求。
